◆ エンジン編 ◆
◆ TODA2.2リッターキット

■ TODA製のキットです、前回のオーバーホール時に0.25オーバーサイズを使用しましたので、
今回は0.5mmオーバーサイズを使用します。

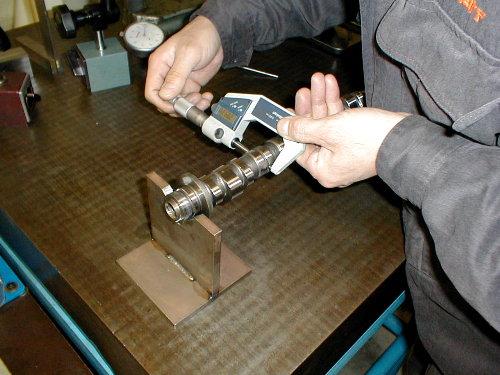
■ カムシャフトもTODA製を使用致します、もちろん新品ですが、念の為、曲り点検とジャーナル径測定を
しています、カムシャフトはクランクやコンロッドと違って、メタルなどのベアリングを用いないので、
これらの点検を行い、ジャーナル径とカムキャップとの相性が悪そうな場合は、修正研磨して合わせます。
過去に某メーカーのカムシャフトのジャーナル径が0.2mmほど曲がっていたり、0.05mmほど太かった事も
ありましたので、そのまま組めば大惨事でした、新品といえども、確認は欠かせません。

■ 冬の北海道は寒いので、暖房の効いた室内に部品を置いておいても、なかなか暖まりません。
そこで、こうして「20℃のお湯」にコンロッドを浸して暖めてからコンロッドの計測をしています。

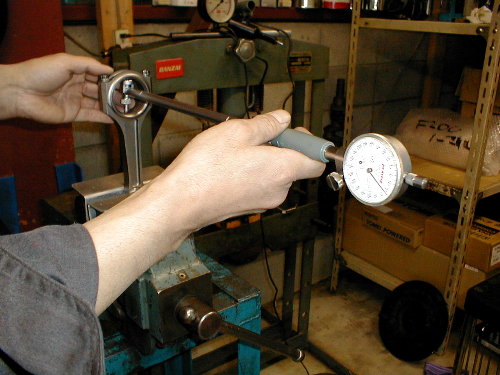
■ 通常ボルトは「トルク」では無く「伸び」で、締め付け管理を
した方がより精度の高い締め付けが可能となる為、ボルトの伸びで計測を行っております。
当社では工具を自作した測定器を用いて計測しています。


■ クランクジャーナル部の計測です。
クランク本体の温度を確認する為に非接触温度計を用いて温度を確認したあとに
計測を致します、1/1000mmの世界なので温度の管理は重要な意味を持ちます。
◆ ヘッド
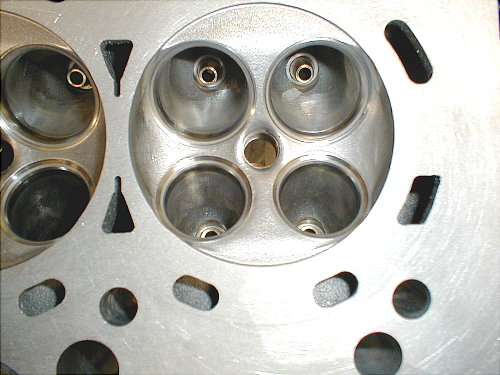

■ お約束ですが、バルブの擦り合わせをしている所です。
しっかりとバルブが当る様に仕上げられています。
バルブガイドはTODA製リン青銅に打ち替えされております。
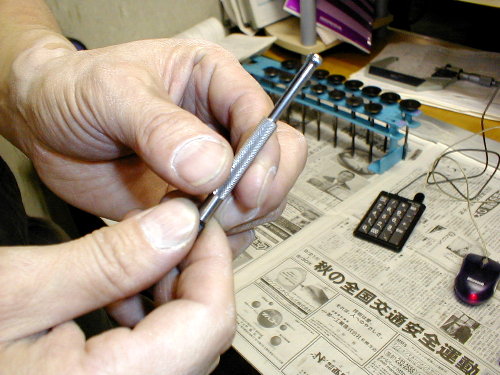

■ 左側の画像で手に持っているのは、バルブガイドの内径を測定する時に用いる「ホールゲージ」と言うものです。
ひねると先端が広がる様になっており、バルブガイドの中に差し込んで一番広がった時の大きさが内径となるので
それを測定致します。


■ 左側の画像はバルブステム径を測定している所です。
右側は上の画像で紹介したホールゲージの測定をしている所です、それぞれの「太さ・内径」を
調べる事により、加工に問題が無いかどうかを確認すると同時にデーター取りも兼ねております。
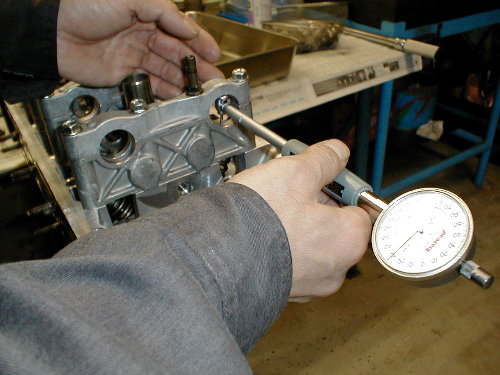
■ これはバルブの振れを点検している所です。
バルブカットの状態点検も兼ねています。
ホンダの場合は新品でも5/100くらいの振れがあります、このくらいまでの振れは良しとするのですが、
これ以上振れている場合は新品だったとしても当社では使用しません。
ちなみに、点検台も自作ですが、台の精度を正しく出してあります。
■ これは何をしているかと言うと、バルブコッター溝のバルブに対しての位置点検をしている所です、
溝の位置を正しく点検する事により、セット長をより厳密に決定する事が出来ます、
バルブをぶらさげている台は自作ですが、フライス盤で正確に平面を出してあります。


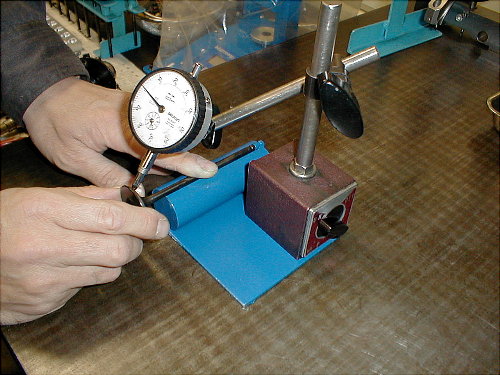
■ バルブスプリングの配置を決めるために、スプリングの強さを測ります

■ スプリングの高さに対してバネの強さがどのくらいなのか?を確認しています、
出来るだけバネの強さを均等に配置する事によりバルブそれぞれの動きが均等化されます。
ここで測定されたデーターをオリジナルで作成したソフトに入力すると、どのバネを何番のバルブに
使用すればよいか?と、より均等化させる為に、スプリングシートの厚さまで指定してくれます。

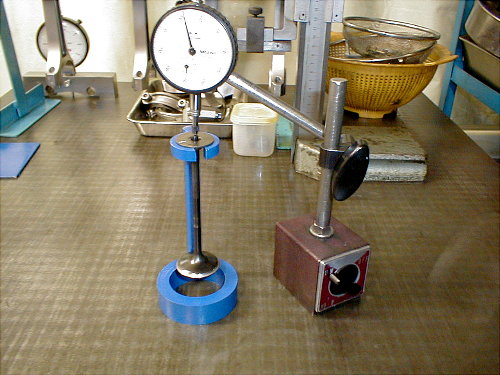
■ バルブの突き出し量を測定し、バネの強さとともにパソコンに入力致します。

■ 少しわかりづらい画像ですが、この表の中に入力すると単純に差引きだけの計算から結果が出るのでは無く、
バネなので複雑な計算を経て結果が出る様になっています。エンジンオーバーホールされたお客様のデーターは
こうして全て保存されていきます。

■ スプリングの下に選択された厚さのシートを入れて
バネレートの微調整をします。
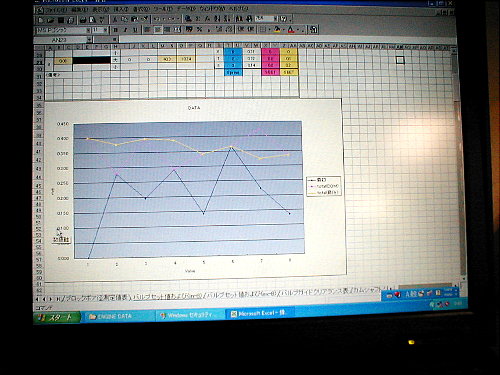
■ その結果はグラフにもなって表示されますまたわかりにくい画像ですが、一番大きな起伏がある黒っぽい線
(実際には青です)はバルブシートカット後、スプリングの計測をせずに組込んだ場合の状態を示しています。
その上ピンク色の線はバルブの突き出し量とバネの強さを考慮した上でバルブスプリングシートを
0.2mm厚単位で微調整した場合の結果が表示されています。
一番上の黄色い線はさらに精度を高くして0.1mm厚単位でバルブスプリングシートを使って微調整した場合の3種類が
表示されています。
※このソフトの計算は何故複雑かと言いますと・・・
バルブシートカットされた状態でセット長を厳密に測定すると均一では無いので、まずはセット長を揃えますが、
そこにバルブスプリングテスターによるバネ強さの測定結果に基づいてそのままバルブスプリングを入れても
バネには誤差の許容範囲(通常±7%前後までのバラ付きがOKとされている)があるので厳密にはバランスが
均一化されません、全ての要素を考慮し、結果が出る様になっているので、単純な差引き計算では求められません。
当ソフトの開発には、弊社社長のアイディアと社員である李 文燮(イ ムンソプ・ソウル産業大学校卒)の
頭脳がフル回転されています。

■ バルブが全て組込まれたら、燃焼室容積のチェックをします。
カム組込み前に、カムキャップ部のクリアランスも適切かどうか確認します。